長野県といえば、レタス・白菜などの高原野菜や、リンゴ・ブドウなどの果物の産地、という印象をお持ちの方が多いかもしれませんが、牛乳も新鮮でとってもおいしいんです! 今回は、その秘密をご紹介します。
県中部の松本市にある、信州ミルクランド株式会社あづみ野工場では、県内各地の牧場で搾られた生乳が、当日または翌日中に専用のタンクローリーで集められます。県内のすぐ近くに加工できる工場があるため、県産の牛乳は新鮮でおいしいです! 1日100t、年間約3万tの生乳を受け入れています。

専用のタンクローリーで集乳され工場へ運び込まれます
ローリーのタンクは魔法瓶のような仕組みになっていて、各牧場で搾乳後5℃以下に冷やされた生乳を温度変化させずに運ぶことができます。北海道から長野県まで運んでも、温度変化は1℃未満だと言われているそうです。
新鮮なまま届けられた生乳は、脂肪の量や風味、細菌など様々な検査を受け、合格したものだけが工場に受け入れられます。

生乳の温度を5℃以下に保つタンク
では、生乳を製品化する工程を見ていきましょう。
まず、「クラリーファイヤー」と呼ばれる機械の中で、目に見えないチリやほこりを取り除き、「ホモゲナイザー」と呼ばれる機械で、脂肪の粒を同じ大きさに均質化し、「殺菌機」で130℃で2秒殺菌して、すぐに冷却します。その後、充填室で充填機により容器を組み立て、殺菌・乾燥して牛乳を充填します。この工場では学校給食の牛乳も作っており、1時間あたり、約2万4千本、1日に15万本も出荷しています。

充填機1

充填機2

できあがった製品

品質検査
ところで、生乳の受け入れから充填まで、牛乳を作る工場のはずなのに、ほとんど生乳を見ていません!? それもそのはず、大気中の雑菌などが入らないように、生乳が大気と触れることがないよう、徹底した衛生管理が行われているんです。製品となった牛乳は成分や品質などを検査して、合格したもののみ出荷されます。工場に受け入れる前の生乳と、製造された牛乳の両方で、厳しい品質管理が行われています。熊谷工場長は、「おいしく、安全に飲んでもらえるように作っています」と自信を持って言います。
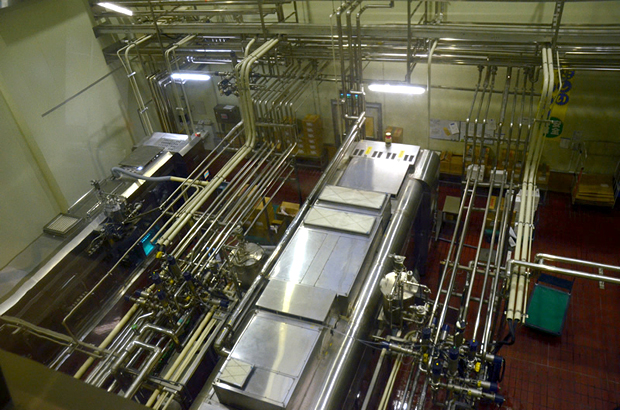
乳はパイプを通って各工程へ運ばれます
1年の中で、牛の飼育環境やエサの種類、季節変動などにより生乳の脂肪分などが変化するため味も変わります。冬は乳の成分が高くなるので、味も濃く、うま味も濃いと言われています。
この工場では、牛乳のほかヨーグルトなどの乳製品を含め、約120種類の製品を製造しています。あづみ野工場の前には、工場直売の新鮮な牛乳・乳製品を食べることができるショップ「ほっとミルク」があります。近くにお越しの際には、県産の牛乳・乳製品をご賞味ください。


サテライトショップ「ほっとミルク」
牧場で、搾乳されるまでの情報はこちら
原田さんちの親子2世代酪農農事録
こちらは
の記事です。
農畜産物や店舗・施設の状況は変わることもございますので、あらかじめご了承ください。

ピーチちゃん